1. Qual a Importância do Pré- Condicionamento de Plantas ou Equipamentos Novos ?
O pré-condicionamento de um Sistema de Resfriamento mostra-se como condição imprescindível para a plena efetividade do tratamento de manutenção. Entretanto, devido a exiguidade de tempo que antecede a partida de uma planta ou equipamento, ou ainda inexistência dos aparatos necessários (bomba para recirculação, tanque pulmão, etc) que possibilitem a realização localizada do pré-condicionamento (notadamente os procedimentos de desengraxe e/ou passivação localizadas), em algumas oportunidades veri-ficase que tais procedimentos acabam por não serem realizados, comprometendo severamente a vida útil dos equipa-mentos envolvidos.
Neste sentido, a recomenda como etapas básicas de pré- condicionamento as seguintes medidas.
1.1 “Flushing”
Plantas novas apresentam diversas sujidades características, sendo muitas destas de granulometria elevada, como poeira, terra, plásticos, etc.
Neste procedimento não há a necessidade da injeção de produtos químicos, sendo realizado, obrigatoriamente, na partida de um sistema de resfriamento e sem que a planta se encontre com carga térmica. O procedimento é dividido em duas etapas:
1ª Etapa: Operar as bombas de recirculação com vazão máxima possível por 5 a 10 minutos, descarregando a água pela tubulação. Abrir válvulas em alguns pontos das tubulações e, após completar o período, esvaziar a bacia e realizar limpeza mecânica na mesma.
2ª Etapa: Recircular água somente pelas tubulações, realizando “Blow Down” máximo até o valor de turbidez na água de resfriamento tender a estabilização.
1.2 Remoção de Oleosidades em Equipamento
A presença preponderante de sujidades em feixes novos de trocadores de calor é basicamente constituída de óleos e graxas, presentes com o intuito de proteger o material de ação corrosiva atmosférica.
Todavia, quando o equipamento entra em operação, é fundamental que a camada oleosa (até então protetora) seja removida previamente, uma vez que a sua não execução permitirá que o fluxo de água remo-va o óleo em determinados pontos, criando nestes um potencial corrosivo bastante acelerado, fruto da aeração diferencial com as regiões vizinhas.
Face a isto, recomenda-se que, antecedendo a fase de passivação, um procedimento de desengraxe seja viabilizado nos feixes novos.
1.3 Passivação
A passivação reduz bruscamente a atividade corrosiva do metal, mediante formação de um filme protetor inicial imprescindível para normalização e frenamento da corrosividade imposta pelo meio. Sua execução, precedendo o tratamento de manutenção, deverá ser realizada sempre que ocorrer qualquer espécie de limpeza química ou mecânica em uma planta ou equipamento.
Nota: os procedimentos de “flushing”, remoção de oleosidade e passivação devem sofrer consulta prévia ao Corpo Técnico da KURITA, como objetivo de obter a máxima performance em cada etapa do processo.
2. Quais os Prejuízos Causados pela Não-Realização ou Inadequação dos Procedimentos Listados?
Estudos realizados pela nossa matriz no Japão, KURITA WATER INDUSTRIES LTD, indicam os resultados apresentados nos quadros a seguir:
“Quadro 01”
Efeito da Inibição da Corrosão Mediante Pré-Condicionamento em Tubos Novos
Aplicação de Pré- Condicionamento
Sem Pré-Condicionamento
Com Pré-Condicionamento
Fabricante
A
B
A
B
Caso I
Nº “pittings” 2 (quant./dm )
330
230
0
0
máx. profund. “pitting” (mm)
0.37
0.31
–
–
Caso II
Nº “pittings” 2 (quant./dm )
250
94
0
0
máx. profund. “pitting” (mm)
0.41
0.21
–
–
Caso III
Nº “pittings” 2 (quant./dm )
95
100
0
0
máx. profund. “pitting” (mm)
0.39
<0.1
–
–
Nº Médio “pitting’s” 2 (quantidade/dm )
120
140
0
0
“Quadro 02”
Efeito da não realização de Pré-Condicionamento em Tubos Novos
Ilustrativamente, apresenta-se adiante a foto de um permutador de calor que não sofreu pré-condicionamento quando de sua partida, o qual apresentou severo processo de degradação com apenas 01 ano de operação.
Como pode ser observado, a efetivação de um pré -condicionamento adequado, aliado a um tratamento de manutenção conforme, resulta na ausência de “pitting” nos equipamentos do sistema de resfriamento.
Adicionalmente, o pré-condicionamento (passivação), é capaz de atenuar sensivelmente o potencial corrosivo, que se mostra bastante intenso logo nos primeiros dias de operação do sistema.
O gráfico a seguir ilustra esta afirmação, destacando a importância de efetivação da passivação tão logo ocorra a partida do sistema de resfriamento e/ou equipamento.
Quais os Principais Mecanismos de Formação de Incrustações?
Devido a elevada temperatura observada na água da Caldeira, determinados compostos, até então mantidos sob a forma solubilizada na água de alimentação/reposição, tendem a adquirir uma condição de supersaturação, acabando por depositarem-se sobre a superfí- cie de troca térmica da Caldeira, face a redução de seus respectivos limites de solubilidade.
Tal comportamento é normalmente observado para íons cálcio (Ca+2), magnésio (Mg+2), silicatos (SiO3-2) e carbonatos (CO3-2), os quais acabam por gerar compostos insolúveis na condição térmica da água da Caldeira, originando incrustações bastante rígidas e de difícil remoção. Outro íon bastante particular refere-se ao Bicarbonato (HCO3–), íon este que, apesar de raramente contribuir para a formação de compostos insolúveis, tem a propriedade de decompor-se na água da Caldeira, face a ação da temperatura, formando íons carbonato e gás carbônico. A reação a seguir ilustra melhor tal afirmação:
2HCO3– ——> H3-2O + CO + CO2
Como resultado, caso exista a presença de íons cálcio na água da Caldeira, estes irão reagir com o carbonato gerado, formando incrustação de carbonato de cálcio, conforme mostrado na reação a seguir:
Ca+2 + CO3-2 ———-> CaCO3
Conforme pode-se observar, a grand maioria dos íons dissolvidos na água acabam por provocar efeitos particularmente danosos quando submetidos às condições operacionais e de um equipamento Gerador de Vapor. Neste sentido, apresenta-se a seguir uma relação dos principais compostos formadores de incrusta- ções em sistemas de Geração de Vapor, caso inexista um efetivo controle e conhecimento técnico de seus mecanismos de formação:
Carbonato de Cálcio CaCO3
Hidróxido de Magnésio Mg(OH)2
Silicato de Cálcio CaSiO3
Silicato de Magnésio MgSiO3
Sílica (SiO2)n
Óxido de Ferro Fe2O3 , Fe3O4, etc
Hidróxido de Zinco (*1) Zn(OH)2
Piro-Silicato Básico de Zinco (*1) Zn4(OH)2Si2O7.H2O
Hidroxiapatita (*2) [Ca3(PO4)2]3 Ca(OH)2
(*1) No caso da utilização de linhas e/ou reservatórios confeccionados em aço carbono galvanizado para recebimento de água de reposição ou condensado, íons zinco podem ser carreados para a água da caldeira.
(*2) No tratamento em base fosfato, o composto insolúvel gerado (hidroxiapatita) é usualmente eliminado junto com a água de descarga da Caldeira. Entretanto, quando o controle da injeção de produtos químicos e qualidade físico-química da água não são verdadeiramente adequados, a hidroxiapatita formada pode vir a depositar-se sobre a superfície de troca térmica da Caldeira, gerando incrustações.
2 – Que Problemas Podem Ser Causados aos Geradores de Vapor pela Incrustação?
A condutividade térmica dos principais compostos incrustantes são significativamente inferiores as dos metais que normalmente compõem às Caldeiras e seus equipamentos periféricos, notadamente de aço carbono e cobre.
A tabela 01 confirma a afirmação anterior:
COMPOSTO QUÍMICO
CONDUTIVIDADE TÉRMICA (kcal/m * h * ºC)
Incrustação em Base de Sílica
0,2 ~ 0,4
Incrustação em Base de Carbonato
0,4 ~ 0,6</center
Incrustação em Base de Sulfato
0,6 ~ 2,0</center
Liga de Aço Carbono
40 ~ 60</center
Liga de Cobre
320 ~ 360</center
Como se pode observar pelos valores apresentados, quando da ocorrência de incrustações existe uma “resistência” muito grande para a transferência do calor gerado na câmara de combustão da caldeira para a água, o que torna, obrigatoriamente, a eficiência do equipamento minimizada quando da presença de depósitos (incrustações) sobre sua superfície de troca térmica.
Associado a isto, a presença de incrustações pode vir a acarretar a expansão e rompimento dos tubos da caldeira, uma vez que os mesmos sofrerão um superaquecimento acentuado sob o depósito, provocando a redução de sua própria resistência mecânica.
As fotos 01 e 02 ilustram as afirmações anteriores, utilizando como exemplo dois casos práticos de formação de incrustações, sendo que em um deles ocorreu rompimento de um dos tubos do gerador de vapor.
“Foto 1”
“Foto 2”
3 – Qual o Impacto Econômico da Presença de Incrustações em Caldeiras?
Paralelamente aos riscos inerentes à própria seguridade operacional do equipamento, a presença de incrustações também acarreta prejuízos quanto ao custo de operação da Caldeira. Ilustrativamente, a presença de incrustação de carbonato de cálcio, de 1 mm de espessura aderida à superfície de troca térmica da Caldeira, acarreta um incremento no consumo de combustível em torno de 4%. De forma similar, a presença de incrustações silicosas promove um aumento no consumo de combustível na ordem de 8%. A figura 01 ratifica o anteriormente exposto, relacionando o incremento no consumo de combustível com a espessura apresentada pela incrustação:
Figura 01: Relação entre a espessura de incrustação e o aumento do consumo de combustível.
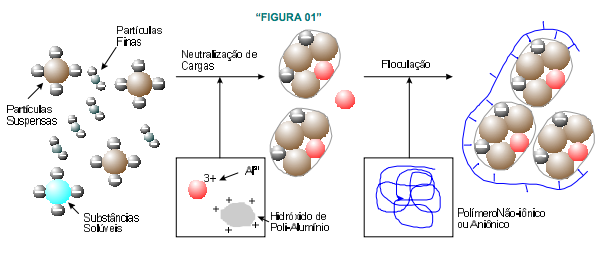
O objetivo da clarificação da água consiste em promover a redução na sua turbidez, cor e carga orgânica, através da eliminação de sólidos suspensos por meio de processos físico-químicos.
Para que o processo de clarificação ocorra, 04 etapas são envolvidas:
NEUTRALIZAÇÃO
Os sólidos suspensos são partículas insolúveis na água, com velocidades de sedimentação tão reduzidas que inviabilizam sua decantação natural ao longo do tempo. Aliado a isso, a maioria destas partículas apresentam sua superfície carregada eletricamente, proveniente da adsorção de íons (principalmente hidroxilas) presentes na água.
A presença de cargas elétricas aumenta a repulsão entre as partículas, dificultando a aglomeração e formação de agregados maiores e de mais fácil sedimentação.
O fenômeno de neutralização consiste exatamente na eliminação dessas cargas eletrostáticas superficiais ou, em outras palavras, na diminuição do chamado potencial ZETA.
COAGULAÇÃO
O processo de coagulação está intimamente relacionado ao fenômeno de neutralização, uma vez que consiste na aglutinação (portanto na aproximação) das partículas, para que as mesmas se tornem maiores e possam sedimentar rapidamente.
A seguir são apresentadas alguns coagulantes ou floculantes usualmente utilizados:
COAGULANTE OU FLOCULANTE
FUNÇÃO
Al2 (SO4)3 – Sulfato de Alumínio
Cátions polivalentes (Al3+, Fe3+ , Fe2+ , etc) neutralizam as cargas elétricas das partículas suspensas e os hidróxidos metálicos (Ex.: Al2(OH)3), ao adsorverem os particulados, geram uma floculação parcial.
PAC – Policloreto de Alumínio
Fe Cl3 – Cloreto Férrico
FeSO4 – Sulfato Ferroso
Ca(OH)2 – Hidróxido de Cálcio
Usualmente utilizado como agente controlador do pH. Porém, os íons cálcio atuam também como agentes de neutralização das cargas elétricas superficiais, funcionando como um coagulante inorgânico.
Polímeros Aniônicos e NãoIônicos
Geração de “pontes” entre as partículas já coaguladas e a cadeia do polímero, gerando flocos de maior diâmetro.
Polímeros Catiônicos
Neutralização das cargas elétricas superficiais que envolvem os sólidos suspensos e incremento do tamanho dos flocos formados (via formação de pontes). Usualmente utilizado no tratamento de lamas orgânicas
Policátions
São polieletrólitos catiônicos de baixo peso molecular, os quais possuem como função principal a neutralização das cargas elétricas superficiais e aumento do tamanho dos flocos. Utilizados em substituição ao floculantes inorgânicos convencionais.
De forma a facilitar a interpretação das informações transmitidas, é a seguir apresentado um modelo esquemático dos processos de coagulação e
floculação:
FLOCULAÇÃO
A floculação corresponde a etapa de crescimento dos flocos, após a coagulação. Durante esta etapa, a velocidade da água deve ser suficiente para
promover o contato entre os coágulos, sem ser demasiadamente alta e que venha a produzir a quebra destes.
SEDIMENTAÇÃO
A sedimentação corresponde a fase em que os flocos, com seu tamanho relativamente aumentado, tendem a decantar. Quanto maior a velocidade de decantação, menor será o tempo de residência requerido para a água no clarificador. Na sua grande maioria, a utilização exclusiva de coagulantes e floculantes inorgânicos não permite a formação de flocos suficientemente densos, determinantes para a obtenção de uma taxa de sedimentação satisfatória. Nestes casos, a utilização de auxiliares de floculação, largamente conhecidos como polieletrólitos, mostra-se recomendada.
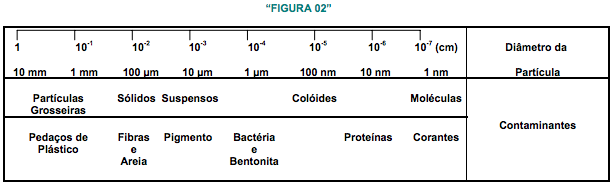
Com o objetivo de ilustrar a importância da etapa de sedimentação dentro do processo de clarificação, apresentamos a tabela 01 e figura 02, a seguir, as quais relacionam, respectivamente, o diâmetro/densidade da partícula e a velocidade de decantação (através da equação de Stokes), bem como a classificação dos diversos tipos de materiais em suspensão e seu tamanho (diâmetro) específico.
“Tabela 1”
Diâmetro da Partícula (mm)
Velocidade de sedimentação (cm/s) a 15º C
Densidade : 2 g/cm3
Densidade : 1.02 g/cm3
0,1
0,478
0,00957
0,05
0,1195
0,002392
0,01
0,00478
0,0000957
0,005
0,001195
0,00002392
0,001 (1µm)
0,0000478
0,000000957
Como se pode observar, diversos são os fatores que influenciam na velocidade de sedimentação. Todavia, mostra-se latente que um parâmetro determinante trata-se do diâmetro da partícula, sendo maior a eficiência do processo de clarificação quanto maior for a velocidade de sedimentação alcançada.
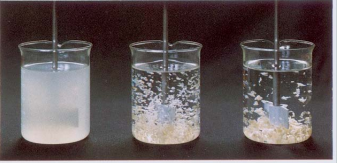
O primeiro frasco apresenta amostra “in natura”. No segundo frasco já ocorreram os processos de coagulação e floculação e observa-se o início da decantação. No último frasco nota-se o final do processo de decantação
O objetivo do tratamento de efluentes consiste na remoção da poluição presente (inorgânica ou orgânica) pelo uso de processos químicos, físicos e biológicos para posterior lançamento nos corpos receptores.
O tratamento físico visa a retirada do material particulado em suspensão; o biológico, a remoção da carga orgânica solúvel presente; e o químico, redução de DQO (Demanda Química de Oxigênio), os nutrientes, os patógenos e as substâncias tóxicas.
2. Tratamento Biológico
O tratamento biológico consiste na decomposição da matéria orgânica do efluente, através da utilização de microorganismos.
Este tipo de tratamento é amplamente dividido em tratamento aeróbio e anaeróbio.
2.1 Tratamento Biológico Aeróbio
No tratamento biológico aeróbio, os microorganismos, mediante processos oxidativos, degradam as substâncias orgânicas, que são assimiladas como “alimento” e fonte de energia.
Dentre os processos aeróbios, o processo de lodo ativado é um dos mais aplicados e também, de maior eficiência. O termo lodo ativado designa a massa microbiana floculenta que se forma quando esgotos e outros efluentes biodegradáveis são submetidos à aeração.
No tanque de aeração, ocorrem as reações que conduzem a metabolização dos compostos biotransformáveis. É essencial que se tenha boa mistura e aeração. No decantador secundário, ocorre a separação do lodo, biomassa, proveniente do tanque de aeração.
Fig. 2: Tanque de aeração
Fig. 3: Decantador secundário
2.2 Fatores que influenciam o tratamento biológico por lodos ativados
• pH: O valor do pH deverá estar entre 6,0 – 8,0. Para valores entre 3,0 – 5,0, haverá formação de fungos e má sedimentação de lodo. Já no caso de valores entre 8,0 – 10,0, a transparência da água será comprometida, com lodo de aparência amarelo-marrom.
• Temperatura: A temperatura adequada para o tratamento varia entre 20º e 30ºC.
• Oxigênio Dissolvido (OD): Controlar entre 1 e 4 ppm
• Nutrientes: Para que o tratamento de efluentes seja eficiente, como regra geral a relação mássica entre os nutrientes deve obedecer a relação:
DBO(C): N : P : = 100: 5 : 1
Ou seja, para cada 100g de matéria orgânica (DBO) presente no efluente, são necessários 5g de nitrogênio (N) e 1g de fósforo (P).
A falta de nutrientes N / P ocasionará a formação de flocos dispersos e crescimento de bactérias filamentosas, o que prejudicará a eficiência do tratamento do efluente. Assim, a adição de nutrientes (produtos a base P e/ou N) pode ser necessário para garantir a performance do processo de tratamento biológico.
3. Tratamento Biológico Anaeróbio:
No tratamento biológico anaeróbio, são utilizadas bactérias anaeróbias para decomposição das substâncias orgânicas presentes no efluente.
O esgoto ou lama é introduzido em um tanque fechado sob condições anaeróbias (reator anaeróbio) e às vezes aquecido, com o intuito de agilizar a digestão. O tempo de retenção no tanque varia entre alguns dias ou semanas.
O tratamento anaeróbio é geralmente apropriado para tratamento de efluentes contendo altas concentrações de substâncias orgânicas.